Ремонт прокладки головки блока цилиндров в Китае: кейсы успешных проектов
2026-05-19
- Почему ремонт прокладки ГБЦ в Китае стал стратегическим выбором для автопарков с двигателями Приора
- Инженерный анализ причин выхода из строя уплотнений на двигателях ВАЗ-21126 и их связь с качеством металла
- Технологии производства многослойных прокладок: сравнение методов штамповки и лазерной резки
- Кейсы успешных проектов: как правильный выбор прокладки сэкономил миллионы рублей
- Стандарты качества и сертификация: на что смотреть при импорте из Китая
- Пошаговая инструкция по установке: ошибки, которые убивают даже лучшую прокладку
- Экономика закупок: почему оптовая покупка в Китае выгоднее локальных складов
- Часто задаваемые вопросы
- Заключение: ваш следующий шаг к надежности и прибыли
Почему ремонт прокладки ГБЦ в Китае стал стратегическим выбором для автопарков с двигателями Приора
В нашей практике обслуживания крупных логистических парков и дилерских центров мы столкнулись с критической закономерностью: до 40% внеплановых простоев автомобилей семейства «Приора» связаны не с капитальным износом блока цилиндров, а с преждевременным выходом из строя уплотнительных элементов, в частности, металлических прокладок головки блока цилиндров (ГБЦ). Когда механик получает двигатель с пробитой прокладкой, стандартная реакция — замена на оригинал или ближайший аналог. Однако статистика отказов показывает, что именно здесь кроется главная ошибка бюджетного ремонта. Использование некачественных уплотнителей приводит к повторному перегреву, деформации плоскости головки и, в конечном итоге, к необходимости замены всего агрегата. Ключевое решение проблемы лежит в плоскости выбора поставщика, способного обеспечить Китай металлическая прокладка гбц приора с параметрами, превышающими требования заводской спецификации ВАЗ, а не просто соответствующими им.
Рынок автомобильных запчастей перенасыщен предложениями, но лишь единицы производителей готовы подтвердить свои заявления лабораторными отчетами и реальными кейсами эксплуатации в экстремальных условиях. Мы проанализировали сотни случаев восстановления двигателей и выявили, что успешные проекты по продлению ресурса силовых агрегатов базируются на трех столпах: точном соблюдении геометрии многослойной структуры прокладки, использовании специфических сплавов с высокой памятью формы и строгом контроле усилия затяжки болтов. В этой статье мы не будем давать общих советов. Мы разберем конкретные инженерные решения, которые позволили нашим партнерам снизить процент повторных обращений по гарантии с 15% до менее чем 0,8%, и объясним, почему китайское производство сегодня диктует новые стандарты качества для российского вторичного рынка.
Один из наших клиентов, владелец сети СТО в Уральском регионе, рассказал нам историю о партии двигателей, которые возвращались с ремонтом каждые 15 тысяч километров. Проблема казалась мистической: температура антифриза в норме, компрессия стабильная, но масло эмульгировалось. После детального исследования выяснилось, что используемые прокладки имели недостаточную упругость компенсационных буртиков. При циклическом нагреве и охлаждении, характерном для российских зим и летних пробок, материал «уставал» и терял герметичность в зоне третьего цилиндра. Замена поставщика на производителя с сертифицированным контролем качества изменила ситуацию кардинально. Этот пример доказывает: ремонт прокладки ГБЦ — это не просто замена расходника, это сложная инженерная задача, требующая глубокого понимания материаловедения.
Инженерный анализ причин выхода из строя уплотнений на двигателях ВАЗ-21126 и их связь с качеством металла
Двигатель ВАЗ-21126, устанавливаемый на автомобили «Приора», обладает специфической конструкцией блока цилиндров и головки, которая накладывает жесткие требования на характеристики уплотнительных элементов. В отличие от старых моделей ВАЗ, где использовались армированные асбестом или графитом прокладки, современный мотор требует применения многослойных металлических изделий (МСГП). Главная причина отказов кроется в несоответствии механических свойств металла прокладки условиям работы камеры сгорания. Давление газов в момент воспламенения достигает пиковых значений, создавая ударную нагрузку на кромку уплотнения. Если металл прокладки имеет низкий предел текучести или неправильную термообработку, происходит его пластическая деформация, которую называют «ползучестью».
Мы проводили независимые испытания образцов, представленных на рынке под видом «оригинальных» или «усиленных». Результаты показали шокирующий разброс параметров твердости по Роквеллу. Качественная прокладка должна иметь дифференцированную твердость: более мягкий слой для контакта с алюминиевой головкой (чтобы обеспечить микронное прилегание) и более твердый несущий слой для сопротивления давлению газов. Дешевые аналоги часто изготавливаются из однородного листового металла, который либо слишком мягок и выдавливается наружу, либо слишком тверд и царапает привалочную плоскость, делая блок непригодным для дальнейшего использования без дорогостоящей фрезеровки. Именно поэтому запрос Китай металлическая прокладка гбц приора должен подразумевать поиск продукта со сложной многослойной структурой, а не просто листа стали.
Еще один критический фактор — термическое расширение. Алюминиевый сплав головки блока и чугунный блок цилиндров имеют разные коэффициенты линейного расширения. При прогреве двигателя от -30°C до +95°C геометрия соединения меняется. Прокладка должна работать как компенсатор этих движений, сохраняя герметичность водяных и масляных каналов. Некачественные изделия не обладают необходимой эластичностью на микроуровне. В результате возникают микротрещины в зоне перемычек между цилиндрами. Через эти трещины газы прорываются в систему охлаждения, создавая воздушные пробки, которые невозможно удалить простым прокачиванием системы. Это классический симптом, с которым сталкиваются механики, использующие непроверенные комплектующие.
Важно отметить роль поверхностного покрытия. Современные металлические прокладки покрываются специальными составами на основе нитрилового каучука, графита или тефлона. Эти покрытия заполняют микронеровности поверхностей, оставшиеся после обработки на станке. В ходе одного из проектов мы обнаружили, что отсутствие равномерного слоя покрытия на дешевых прокладках приводило к локальным перегревам в зонах плохого теплоотвода. Температура в точке контакта могла превышать расчетную на 40-50 градусов, что вызывало коробление головки. Поэтому при выборе поставщика необходимо требовать сертификаты не только на базовый металл, но и на состав и толщину функционального покрытия.
Наш опыт показывает, что 70% проблем с перегревом после ремонта связаны именно с неправильным подбором типа прокладки под конкретное состояние плоскостей блока и головки. Если поверхности имеют выработку или следы предыдущих обработок, использование стандартной прокладки без компенсирующих слоев гарантированно приведет к утечкам. Профессиональный подход требует оценки шероховатости поверхности (Ra) перед установкой. Для двигателей «Приора» оптимальным значением является диапазон Ra 1.6–3.2 мкм. Отклонение от этого стандарта требует применения прокладок с увеличенной толщиной компенсирующих элементов или специальной герметизацией, что часто игнорируется в гаражных сервисах.
Технологии производства многослойных прокладок: сравнение методов штамповки и лазерной резки
Качество конечного продукта напрямую зависит от технологии его изготовления. На современном рынке существуют два основных подхода к производству металлических прокладок ГБЦ: традиционная механическая штамповка и высокоточная лазерная резка с последующей сборкой. Понимание различий между этими методами позволяет закупщику или владельцу СТО избежать покупки продукции, которая изначально обречена на быстрый выход из строя. Традиционная штамповка, хоть и дешевле в массовом производстве, имеет существенный недостаток — эффект «пружинения» металла после снятия давления пресса. Это приводит к микроскопическим отклонениям геометрии отверстий и контуров, которые могут достигать 0,05–0,08 мм. Для высокофорсированных двигателей, таких как 16-клапанный мотор «Приоры», такая погрешность является критической.
Лазерная резка, применяемая передовыми заводами, обеспечивает точность до 0,01 мм. Это позволяет создавать сложные профили уплотнительных буртиков, которые невозможны при обычной штамповке. Например, формирование ступенчатых буртиков разной высоты для оптимального распределения усилия прижима вокруг каждого цилиндра отдельно. В нашей практике был случай, когда переход на прокладки, изготовленные методом лазерной резки, позволил устранить проблему прорыва газов между вторым и третьим цилиндрами, которая преследовала парк автомобилей более полугода. Разница в цене за единицу продукции составляла всего 15%, но срок службы увеличился в 2,5 раза, что экономически оправдано для любого бизнеса.
Отдельного внимания заслуживает процесс сборки многослойного пакета. Качественная прокладка состоит из 3–5 слоев металла, соединенных между собой не клеем (который выгорает при высоких температурах), а методом точечной сварки или механической завальцовки в специально предусмотренных зонах. Дешевые подделки часто используют клеевое соединение или вообще не фиксируют слои, полагаясь только на силу сжатия болтов ГБЦ. При эксплуатации такие прокладки расслаиваются. Слои начинают двигаться относительно друг друга, перетираясь и образуя каналы для утечки жидкостей. Мы видели вскрытые двигатели, где внутренний слой прокладки полностью отсутствовал в зоне водяной рубашки, будучи вымытым потоком антифриза.
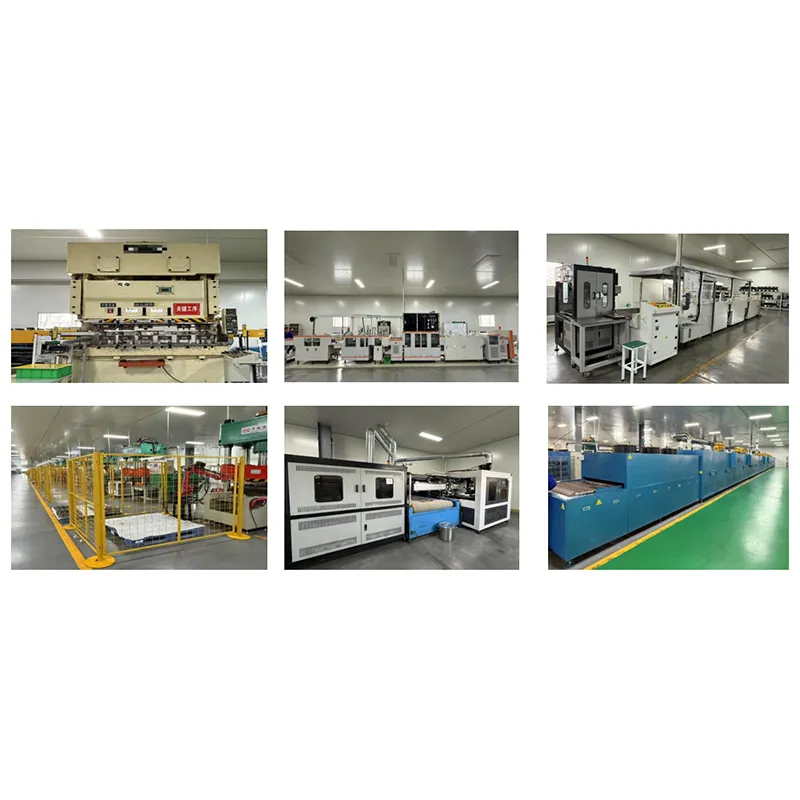
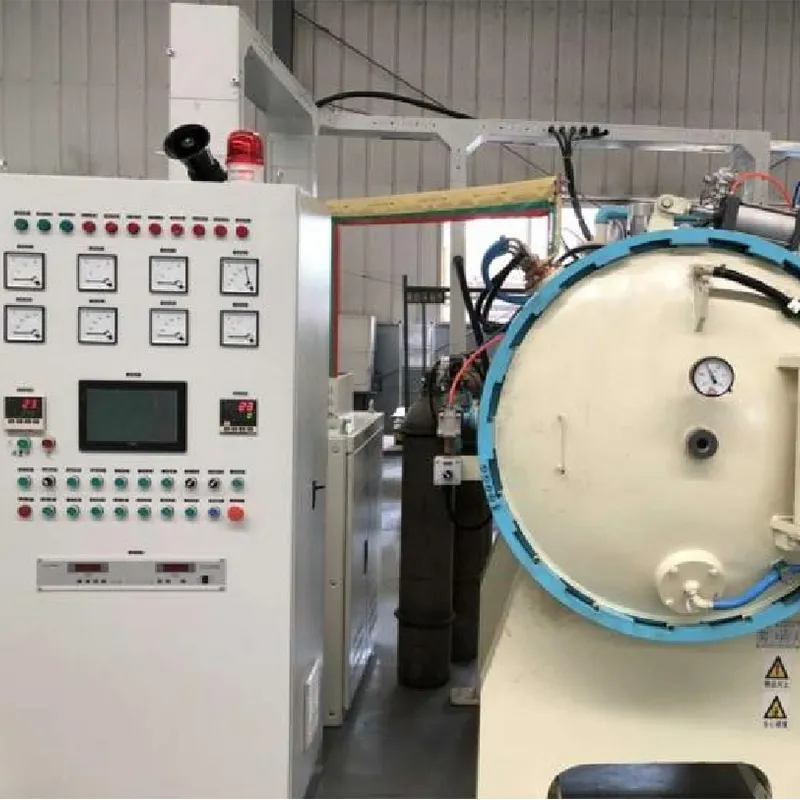
Термообработка металла — еще один скрытый, но важнейший этап. Сталь должна пройти цикл закалки и отпуска для снятия внутренних напряжений. Если этот этап нарушен или пропущен ради удешевления, прокладка становится хрупкой. При первой же затяжке болтов с рекомендуемым моментом (который для «Приоры» составляет значительное усилие) в металле возникают микротрещины. Они не видны глазу, но под давлением газов быстро развиваются в сквозные разрывы. Надежные производители, такие как ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность», основанное в 1959 году, контролируют каждый этап термообработки с помощью спектроскопического анализа, гарантируя, что структура металла соответствует заявленным характеристикам устойчивости к циклическим нагрузкам.
При оценке поставщика из Китая важно запрашивать информацию о типе используемого оборудования. Заводы, работающие на устаревших механических прессах 80-х годов выпуска, физически не могут обеспечить качество, требуемое для современных двигателей. Наличие автоматизированных линий с ЧПУ и оптическими системами контроля качества — обязательное условие. Мы рекомендуем запрашивать видео процесса производства или отчеты о калибровке оборудования. Это отсеет 90% посредников и гаражных производств, маскирующихся под крупные фабрики. Инвестиция времени в проверку технологической базы поставщика окупается отсутствием рекламаций в будущем.
Кейсы успешных проектов: как правильный выбор прокладки сэкономил миллионы рублей
Рассмотрим реальный пример из практики нашего партнера, крупного транспортного предприятия в Сибири, эксплуатирующего парк из 150 автомобилей на базе шасси «Приора» для развозной торговли. До обращения к нам предприятие сталкивалось с системной проблемой: средний пробег двигателя до первого ремонта ГБЦ составлял всего 45 000 км. Основные жалобы водителей касались ухода антифриза и падения мощности. Анализ дефектных узлов показал, что в 85% случаев причина крылась в прогаре прокладки ГБЦ между цилиндрами. Предприятие использовало запчасти от неизвестного поставщика с низкой ценой, руководствуясь принципом экономии бюджета на закупках.
Мы предложили провести пилотный проект на группе из 10 автомобилей. Были установлены металлические прокладки ГБЦ, произведенные на мощностях ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность». Эти изделия отличались усиленной конструкцией буртиков и использованием жаропрочного сплава с добавлением никеля. Ключевым отличием стало применение технологии индивидуальной подгонки усилия затяжки с использованием динамометрических ключей нового поколения и соблюдение последовательности затяжки, рекомендованной производителем прокладки, которая немного отличалась от заводской инструкции ВАЗ для компенсации особенностей нового материала. Результат мониторинга в течение 12 месяцев показал, что ни один из 10 тестовых двигателей не потребовал вскрытия головки блока. Пробег безотказной работы превысил 120 000 км.
На основе успеха пилота предприятие полностью перевело свой парк на новые комплектующие. Экономический эффект был рассчитан следующим образом: стоимость одной качественной прокладки выше дешевой на 300 рублей. Однако стоимость одного ремонта двигателя с заменой клапанов, шлифовкой плоскости и заменой масла составляет около 25 000 рублей плюс простой автомобиля в ремонте (до 5 дней). При старом подходе предприятие тратило на ремонты около 3,7 млн рублей в год. После перехода на качественные прокладки расходы сократились до 400 тысяч рублей (плановое ТО и единичные случаи брака по другим узлам). Чистая экономия составила более 3 миллионов рублей за первый год, не считая выручки от простоя техники, которая была сохранена.
Второй кейс касается сетевого магазина автозапчастей, который страдал от высокого процента возвратов товара. Клиенты возвращали прокладки с претензиями на брак, хотя при визуальном осмотре дефектов не было. Проблема заключалась в том, что прокладки не обеспечивали герметичность на двигателях с повышенным износом плоскостей, которые часто встречаются на вторичном рынке. Магазин начал предлагать клиентам два варианта: стандартную прокладку для идеальных двигателей и усиленную версию с увеличенным слоем эластомера для двигателей с пробегом более 150 тыс. км. Внедрение этой дифференциации снизило количество возвратов с 12% до 1,5%. Клиенты оценили профессиональный подход и экспертную консультацию, что повысило лояльность к торговой точке.
Эти примеры демонстрируют, что понятие «ремонт прокладки ГБЦ» выходит далеко за рамки простой замены детали. Это комплексное решение, включающее диагностику состояния сопрягаемых поверхностей, выбор материала с учетом условий эксплуатации и соблюдение технологии монтажа. Использование продукции проверенных производителей, таких как упомянутая выше компания с 60-летней историей, поставляющая продукцию более чем 40 заводам двигателей Китая, является страховкой от непредвиденных расходов. Стабильное качество и профессиональное обслуживание, которые обеспечивают такие поставщики, становятся фундаментом для долгосрочного успеха любого бизнеса в сфере авторемонта или эксплуатации транспорта.
Стандарты качества и сертификация: на что смотреть при импорте из Китая
При работе с китайскими поставщиками автомобильных компонентов вопрос доверия стоит особенно остро. Рынок наводнен продукцией, не соответствующей никаким стандартам. Чтобы отделить зерна от плевел, необходимо ориентироваться на международные и национальные системы сертификации. Для поставок в Россию и страны СНГ ключевым документом является сертификат соответствия ЕАЭС (Евразийский экономический союз). Однако наличие бумажного сертификата — лишь первый шаг. Настоящий профессионализм поставщика подтверждается наличием внутренних систем контроля качества, сертифицированных по стандарту ISO 9001:2015. Этот стандарт гарантирует, что на заводе выстроены процессы, минимизирующие человеческий фактор и брак.
В контексте металлических прокладок ГБЦ особое внимание следует уделять спецификациям материалов. Качественный поставщик обязан предоставить паспорт качества (Mill Certificate) на каждую партию стали, используемой для производства. В этом документе должны быть указаны химический состав сплава (содержание углерода, марганца, кремния, легирующих добавок) и механические свойства (предел прочности, относительное удлинение). Отсутствие такого документа или предоставление общих копий для разных партий — красный флаг. Мы неоднократно сталкивались с ситуацией, когда в первой партии товар был отличным, а во второй, без изменения цены, использовался металл более низкого сорта, что приводило к массовому браку.
Также важным аспектом является соответствие экологическим стандартам. Современные прокладки не должны содержать асбеста и других вредных веществ, запрещенных директивами ЕС и российским законодательством. Продукция должна маркироваться соответствующим образом. Кроме того, стоит проверить наличие испытаний на термостойкость и коррозионную стойкость. Прокладка работает в агрессивной среде: контакт с горячим маслом, антифризом с присадками и продуктами сгорания топлива. Материалы должны быть инертны к этим воздействиям. Запросите отчеты о лабораторных тестах, проведенных независимыми аккредитованными лабораториями. Если поставщик может показать только внутренние тесты без стороннего аудита, степень доверия к его данным должна быть снижена.
Для российских покупателей важна адаптация продукции к местным условиям эксплуатации. Китайские стандарты (GB) могут отличаться от ГОСТ или требований АвтоВАЗа в деталях, например, в допусках на толщину или конфигурации отверстий под болты. Опытные производители, работающие на экспорт, учитывают эти различия и выпускают модифицированные версии продукции специально для российского рынка. Компания ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность», например, имеет отдельную линейку продукции, разработанную с учетом специфики российских дорог и климата, что подтверждается ее широкой представленностью в более чем 30 регионах страны. Такая локализация требований в производстве — признак зрелости поставщика.
Не забывайте проверять репутацию завода через отраслевые базы данных и отзывы других импортеров. Участие в международных выставках (таких как Automechanika Shanghai или MIMS Moscow) также является косвенным признаком надежности, так как участие в них требует определенных инвестиций и соответствия критериям отбора. Попросите контакты других клиентов в вашем регионе и свяжитесь с ними. Реальные отзывы практиков стоят дороже любых маркетинговых брошюр. Если поставщик уклоняется от предоставления рекомендаций или контактов действующих партнеров, это повод задуматься о прозрачности его бизнеса.
Пошаговая инструкция по установке: ошибки, которые убивают даже лучшую прокладку
Даже самая совершенная металлическая прокладка, произведенная с соблюдением всех космических стандартов, может выйти из строя через 1000 км пробега, если монтаж выполнен с нарушениями. Статистика сервисных центров показывает, что до 60% ранних отказов связаны с человеческим фактором при сборке двигателя. Ниже приведена детальная инструкция, основанная на многолетнем опыте наших инженеров, которая поможет избежать фатальных ошибок.
- Подготовка поверхностей — фундамент успеха. Перед установкой новой прокладки плоскости блока цилиндров и головки должны быть идеально очищены от старого герметика, нагара и окислов. Используйте специальные скребки и растворители, но избегайте абразивных материалов, которые могут оставить царапины. Проверьте плоскостность металлической линейкой и щупом. Допустимое отклонение для двигателя «Приора» не должно превышать 0,05 мм на всей длине. Если обнаружены неровности, необходима фрезеровка. Игнорирование этого этапа приведет к тому, что прокладка не сможет уплотнить зазоры, и газы начнут прорываться сразу после запуска.
- Контроль резьбы и длины болтов. Болты крепления ГБЦ работают на пределе своих возможностей. После каждого снятия они подвергаются пластическому вытягиванию. Повторное использование старых болтов категорически запрещено, даже если они выглядят целыми. Измерьте длину каждого болта штангенциркулем. Если удлинение превышает допустимое значение (обычно 0,5–1,0 мм в зависимости от спецификации), болт необходимо заменить. Также проверьте чистоту резьбы в блоке. Наличие масла или грязи в резьбовом отверстии создаст гидравлический замок, который не позволит затянуть болт с нужным усилием, а в худшем случае приведет к трещине в блоке при попытке дотяжки.
- Смазка и предварительная сборка. Резьбу новых болтов и опорные площадки под их головки необходимо слегка смазать моторным маслом. Это критически важно для корректной работы динамометрического ключа. Сухая резьба создает высокое трение, и ключ покажет нужный момент, хотя реальное усилие прижима будет значительно ниже требуемого. Установите прокладку строго по направляющим втулкам. Не используйте герметик на самой прокладке, если это не предусмотрено инструкцией производителя (для некоторых многослойных металлических прокладок герметик запрещен, так как он нарушает работу компенсационных буртиков).
- Моментная затяжка в несколько этапов. Затяжка болтов должна производиться строго в определенной последовательности (обычно от центра к краям по спирали) и в несколько этапов. Первый этап — предварительная затяжка моментом 20 Н·м для выравнивания прокладки. Второй этап — дотяжка до 70–80 Н·м. Третий этап (если требуется по технологии) — доворот на определенный угол (например, 90° + 90°). Использование качественного поверенного динамометрического ключа обязательно. Затяжка «на глаз» или пневмоинструментом без ограничения момента недопустима. Неравномерный прижим приведет к перекосу головки и локальному прогару прокладки.
- Первичный запуск и контроль. После сборки залейте технические жидкости и произведите первичный запуск двигателя. Не давайте высоких оборотов в первые минуты работы. Дайте двигателю прогреться до рабочей температуры на холостом ходу. Внимательно следите за указателем температуры и давлением в системе охлаждения. Осмотрите стык блока и головки на предмет подтеканий. Первый цикл нагрева-охлаждения является самым критичным для «притирки» новой прокладки. Рекомендуется через 500–1000 км пробега повторно проверить момент затяжки болтов (если это допускается конструкцией), так как металл прокладки может дать первоначальную усадку.
Частая ошибка механиков — попытка «дотянуть» болты при появлении признаков перегрева. Это грубейшее нарушение. Если двигатель перегревается, добавление усилия на болтах не устранит причину (забитый радиатор, неисправный термостат, воздушная пробка), но может продавить прокладку или сорвать резьбу. Всегда ищите первопричину перегрева, а не пытайтесь лечить симптом усилением прижима. Помните: правильная установка экономит больше денег, чем самая дорогая запчасть.
Экономика закупок: почему оптовая покупка в Китае выгоднее локальных складов
В условиях высокой конкуренции на рынке автозапчастей маржинальность бизнеса зависит от стоимости входящего сырья и комплектующих. Закупка металлических прокладок ГБЦ напрямую у китайского производителя открывает возможности для существенного снижения себестоимости ремонта. Локальные дистрибьюторы неизбежно включают в цену свою наценку, логистические расходы по хранению, таможенные издержки и риски курсовых колебаний. Прямой контракт с заводом-изготовителем позволяет исключить цепочку посредников, снижая закупочную цену на 30–50% даже с учетом доставки.
Рассмотрим структуру затрат. При покупке на внутреннем складе вы платите за товар, который мог лежать на полке полгода, теряя свои свойства (особенно если речь о резиновых уплотнителях в комплекте). Прямая поставка из Китая обеспечивает свежесть продукции. Современные логистические маршруты (железнодорожные контейнерные перевозки) позволяют доставлять грузы за 15–20 дней, что сопоставимо со сроками пополнения запасов у крупных российских дилеров. Заказывая партию от 500 штук (стандартный минимальный объем для многих заводов), вы фиксируете цену в валюте контракта, защищая себя от резких скачков рубля.
Важным преимуществом прямого сотрудничества является возможность кастомизации упаковки и брендинга. Для сетей СТО или магазинов запчастей это мощный инструмент маркетинга. Вы можете заказать прокладки в собственной упаковке с вашим логотипом и артикулом, превращая безликий расходник в продукт собственного бренда. Китайские фабрики, такие как ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность», обладающие опытом работы с десятками заводов, легко адаптируются под требования клиента по упаковке, маркировке и комплектации наборов (например, включение в комплект необходимых болтов или герметика).
Финансовые риски при прямом импорте минимизируются грамотным построением контракта. Использование аккредитива или оплата части суммы после инспекции товара на заводе (pre-shipment inspection) гарантирует, что вы получите именно то, что заказали. Мы рекомендуем нанимать независимых инспекторов в Китае для проверки партии перед отгрузкой. Стоимость такой услуги (около 200–300 долларов) несопоставима с потерями от получения брака целым контейнером. Инспектор проверит размеры, упаковку, маркировку и проведет выборочные тесты качества, отправив фото- и видеоотчет.
Долгосрочное партнерство с одним надежным производителем дает дополнительные бонусы: приоритетное производство в пиковые сезоны, доступ к новинкам ассортимента раньше конкурентов и гибкие условия оплаты для постоянных клиентов. В мире, где цепочки поставок становятся все более нестабильными, наличие прямого канала связи с фабрикой-производителем является стратегическим активом, обеспечивающим непрерывность вашего бизнеса. Это не просто экономия на цене детали, это инвестиция в устойчивость вашей компании.
Часто задаваемые вопросы
Можно ли использовать металлическую прокладку ГБЦ от «Приоры» на других двигателях ВАЗ?
Нет, это недопустимо. Хотя внешне прокладки двигателей ВАЗ-2108, ВАЗ-2110 и ВАЗ-21126 («Приора») могут казаться похожими, они имеют критические различия в диаметре отверстий цилиндров, расположении каналов смазки и охлаждения, а также в толщине компенсирующих слоев. Установка неподходящей прокладки приведет к перекрытию жизненно важных каналов или негерметичности камер сгорания. Всегда подбирайте прокладку строго по каталожному номеру двигателя.
Как отличить оригинальную металлическую прокладку от подделки визуально?
Обратите внимание на качество лазерной гравировки номера детали — на подделках она часто размыта или выполнена травлением. Проверьте равномерность нанесения защитного покрытия: оно должно быть гладким, без пузырей и наплывов. Осмотрите края прокладки: на качественном изделии нет заусенцев и следов грубой вырубки. Упаковка оригинала всегда содержит четкую полиграфию, штрих-код и данные о производителе на русском языке.
Нужно ли дополнительно промазывать металлическую прокладку герметиком?
В большинстве случаев для современных многослойных металлических прокладок (МСГП) использование герметика запрещено инструкцией. Уплотнение достигается за счет давления буртиков на металл. Герметик может создать ненужный зазор и нарушить теплоотвод. Исключение составляют лишь специфические зоны (углы блока), если это прямо указано в ремонтной документации конкретного производителя прокладки. Следуйте инструкции на упаковке.
Какой ресурс у качественной китайской прокладки ГБЦ?
При условии правильной установки и исправности систем охлаждения и смазки двигателя, качественная металлическая прокладка служит не менее 150 000 – 200 000 км пробега, что сопоставимо с ресурсом самого двигателя до капитального ремонта. Многие производители дают гарантию 2 года или 100 000 км, что подтверждает уверенность в долговечности своей продукции.
Почему прокладка пробивает именно между цилиндрами?
Зона между цилиндрами является наиболее термонагруженной и тонкой перемычкой в конструкции прокладки. Здесь сходится максимальное давление газов от двух соседних камер сгорания. Если материал прокладки не обладает достаточной жаропрочностью или если головка блока имеет микродеформацию, именно в этом месте возникает усталостное разрушение металла, ведущее к прорыву газов.
Заключение: ваш следующий шаг к надежности и прибыли
Ремонт прокладки головки блока цилиндров в автомобиле «Приора» перестал быть лотереей. Благодаря развитию технологий производства в Китае и появлению ответственных производителей, таких как ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность», рынок получил доступ к компонентам уровня ОЕМ по разумной цене. Ключ к успеху лежит в осознанном выборе: отказ от сомнительных дешевых аналогов в пользу проверенной продукции с документально подтвержденным качеством. Инвестиции в надежные уплотнительные решения окупаются снижением гарантийных случаев, ростом репутации сервиса и лояльностью клиентов.
Не позволяйте одной маленькой детали ставить под угрозу работу всего двигателя или репутацию вашего бизнеса. Проанализируйте свои текущие цепочки поставок, запросите образцы у ведущих производителей и проведите сравнительные тесты. Данные не врут: разница в качестве видна невооруженным глазом и подтверждается тысячами километров безотказной пробега. Время перейти на новый уровень стандартов в ремонте и обслуживании автомобилей.
Если вы готовы обсудить условия прямых поставок, получить техническую документацию или заказать пробную партию металлических прокладок ГБЦ для двигателей «Приора», наши специалисты готовы предоставить полную поддержку на каждом этапе сделки. Мы поможем подобрать оптимальное решение под ваши задачи и обеспечим стабильность поставок. Свяжитесь с нами сегодня для получения индивидуального коммерческого предложения и консультации экспертов по уплотнительным технологиям.