Китай сделать прокладку под головку цилиндра: 5 шагов к надежности
В суровых условиях российской зимы, когда температура опускается ниже минус 40 градусов, а нагрузки на двигатель коммерческого транспорта достигают пиковых значений, каждая деталь силового агрегата становится критически важной. Особенно это касается уплотнительных элементов, которые часто становятся «слабым звеном» в цепочке надежности. Многие владельцы грузовиков и спецтехники сталкиваются с дилеммой: искать дорогие оригиналы с долгим сроком поставки или довериться альтернативам. Запрос «Китай сделать прокладку под головку цилиндра» стал одним из самых частых в поисковых системах за последний квартал, отражая растущий интерес к качественным китайским аналогам. Однако речь идет не о кустарном производстве в гараже, а о высокотехнологичном процессе, который сегодня позволяет Поднебесной поставлять продукцию, соответствующую жестким стандартам GOST и требованиям современных дизельных двигателей. В этой статье мы разберем пять ключевых этапов создания такой прокладки, оценим их влияние на эксплуатационные характеристики и дадим практические рекомендации по выбору для российского рынка.
Этап первый: Материаловедение и выбор сырья в условиях глобального дефицита
Фундаментом любой качественной прокладки ГБЦ (головки блока цилиндров) является не чертеж и не станок, а исходное сырье. Еще десять лет назад стереотип о «дешевом асбесте из Китая» был вполне оправдан. Сегодня же ландшафт кардинально изменился. Ведущие китайские заводы, работающие на экспорт в Россию и страны СНГ, перешли на многослойные композитные материалы, способные выдерживать экстремальные термоциклические нагрузки.
Процесс начинается с лаборатории. Инженеры анализируют требования конкретного двигателя — будь то Яндекс-совместимая логистическая техника, КАМАЗ с китайскими компонентами или импортные тягачи. Ключевой задачей становится подбор материала, который сохранит эластичность при морозе и не потеряет упругость при нагреве до 900–1000°C в зоне камеры сгорания.
Важный факт: Современные китайские прокладки премиум-сегмента используют графитовые слои с металлической армировкой (многослойная сталь — MLS), что полностью исключает использование запрещенного во многих странах асбеста. Это критически важно для экологических стандартов Евро-4 и Евро-5, действующих в РФ.
Выбор сырья диктуется необходимостью компенсировать тепловое расширение разных металлов. Головка блока может быть алюминиевой, а сам блок — чугунным. При нагреве они расширяются с разной скоростью. Если прокладка будет слишком жесткой, она порвется; если слишком мягкой — потеряет герметичность. Китайские технологи решают эту проблему путем создания сэндвич-структуры:
- Базовый слой: Перфорированная нержавеющая сталь толщиной от 0,1 до 0,3 мм, обеспечивающая механическую прочность.
- Уплотнительный слой: Специальный композит на основе синтетического каучука и графита, устойчивый к агрессивным средам (антифриз, моторное масло, продукты сгорания).
- Покрытие: Нанесение силиконового или тефлонового слоя для улучшения первоначального прилегания к неровностям металла без необходимости повторной протяжки болтов.
Для российского рынка особенно актуален вопрос морозостойкости полимеров. Дешевые аналоги при температуре ниже минус 30°C становятся хрупкими, как стекло. Производители, ориентированные на экспорт в РФ, проводят обязательные климатические тесты в камерах, имитирующих условия Якутии или Магадана. Сырье проходит входной контроль на содержание летучих веществ, чтобы исключить усушку прокладки в процессе эксплуатации.
Сравнительная таблица материалов прокладок ГБЦ
| Параметр | Традиционный асбест (устаревший) | Паронит с металлом | MLS (Многослойная сталь) — Стандарт Китая 2026 |
|---|---|---|---|
| Рабочая температура | до 450°C | до 650°C | до 1100°C |
| Давление в цилиндре | до 15 бар | до 25 бар | до 220 бар (для современных дизелей) |
| Эластичность при -40°C | Критически низкая | Средняя | Высокая (сохранение памяти формы) |
| Срок службы (моточасы) | 15 000 – 20 000 | 30 000 – 40 000 | 60 000+ (ресурс до капитального ремонта) |
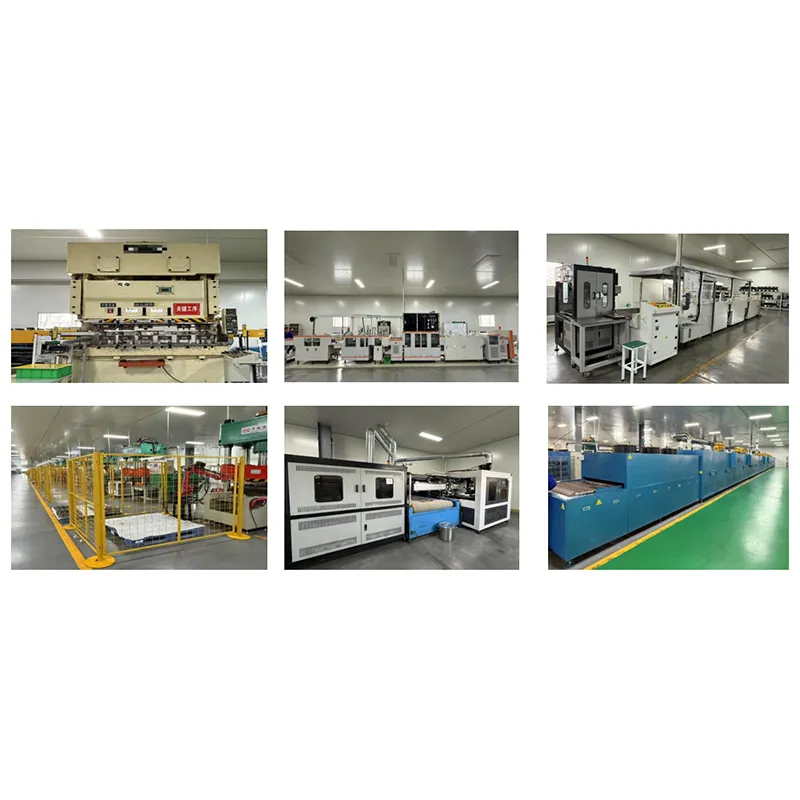
Именно на этапе выбора сырья закладывается 70% успеха будущей детали. Попытка сэкономить на графите или использовать сталь низкой марки неизбежно приведет к прогару через несколько тысяч километров. Китайские фабрики, стремящиеся закрепиться в России, понимают это и внедряют системы отслеживания партий сырья, что позволяет гарантировать стабильность качества от заказа к заказу. Ярким примером такого подхода является опыт компании ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность». Основанная еще в 1959 году, эта организация прошла путь от локального производителя до ключевого поставщика для более чем 40 двигателестроительных заводов Китая. Их многолетний опыт в разработке металлических прокладок ГБЦ с резиновыми уплотнениями и многослойных металлических решений (MLS) демонстрирует, как глубокое понимание материаловедения позволяет создавать изделия, способные работать в экстремальных условиях, сопоставимых с российскими реалиями.
Этап второй: Высокоточная штамповка и лазерная резка
После утверждения рецептуры материала наступает этап формообразования. Здесь миф о «ручной работе» окончательно рассеивается. Современное производство прокладок ГБЦ в Китае — это полностью автоматизированный процесс, где человеческий фактор сведен к минимуму. Точность изготовления контура прокладки измеряется в микронах, так как даже минимальное несоответствие геометрии может привести к утечке газов или смешиванию технических жидкостей.
Процесс начинается с раскроя листового материала. Для сложных конфигураций, характерных для многоклапанных двигателей или моторов с интегрированными каналами охлаждения, используется лазерная резка. Лазерные станки с ЧПУ (числовым программным управлением) последнего поколения способны вырезать контуры со скоростью до нескольких метров в секунду, обеспечивая идеально гладкий край без заусенцев. Это критически важно: любой заусенец станет точкой концентрации напряжения и потенциальным местом начала разрушения уплотнения.
Для металлических слоев применяется метод прецизионной штамповки. Гидравлические прессы с усилием в сотни тонн формируют необходимые профили — так называемые «бортики» или «валики» (beads). Эти валики играют роль дополнительных уплотнителей вокруг отверстий цилиндров и масляных каналов. Высота и профиль этих валиков рассчитываются методом конечных элементов (FEA-анализ) еще на стадии проектирования. Ошибка в высоте валика всего на 0,05 мм может привести к тому, что при затяжке болтов головка блока не прижмет прокладку с нужным усилием, либо, наоборот, продавит металл.
Технологический нюанс: Адаптация под российский сервис
Китайские производители, работающие с российским рынком, учитывают специфику местного сервиса. Часто ремонт проводится в полевых условиях или в гаражах, где нет динамометрических ключей высочайшей точности. Поэтому профиль валиков проектируется с учетом возможного человеческого фактора: они обладают повышенной пластичностью, позволяя компенсировать небольшие ошибки при затяжке болтов, сохраняя при этом герметичность.
Отдельное внимание уделяется отверстиям под болты крепления ГБЦ. Они должны иметь идеальную соосность. Смещение даже на долю миллиметра сделает установку невозможной или приведет к перекосу головки. Автоматизированные линии оснащены системами машинного зрения, которые в реальном времени сканируют каждую деталь и отбраковывают изделия с отклонениями геометрических параметров.
Этап третий: Нанесение функциональных покрытий и вулканизация
Готовая «вырубленная» заготовка — это еще не прокладка. Следующий этап превращает набор слоев в единый монолитный продукт, способный работать в агрессивной среде двигателя. Речь идет о нанесении функциональных покрытий и процессе вулканизации (для композитных материалов).
На металлические поверхности наносится специальное покрытие. Чаще всего это нитрил-каучук, силикон или графитовая суспензия. Главная задача этого слоя — заполнить микронеровности привалочных плоскостей блока и головки. Поверхность металла никогда не бывает идеально гладкой; на ней всегда есть следы обработки фрезой или хонингования. Мягкое покрытие прокладки работает как герметик, проникая в эти микроканавки и создавая барьер для газов и жидкостей.
Процесс нанесения контролируется роботами-манипуляторами, которые обеспечивают равномерную толщину слоя по всей площади детали. Излишки покрытия удаляются, чтобы не засорить масляные каналы двигателя. Особое внимание уделяется зонам вокруг отверстий для охлаждающей жидкости. Здесь покрытие должно быть особенно стойким к воздействию антифриза, который при нагреве становится химически активным.
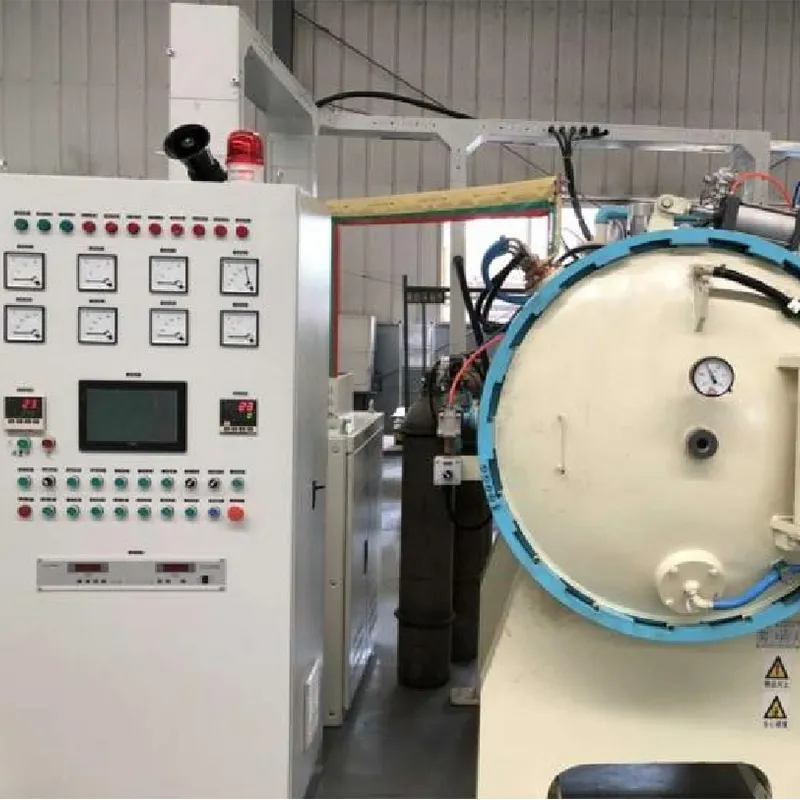
Для прокладок, содержащих резиновые или полимерные компоненты, критически важен режим вулканизации. Заготовки помещаются в автоклавы, где под воздействием высокой температуры и давления происходит сшивание полимерных цепей. От правильности выбранного температурного режима зависит эластичность материала. Недогрев приведет к тому, что прокладка останется липкой и быстро разрушится; перегрев сделает её жесткой и ломкой. Китайские заводы используют многозонные печи с точностью поддержания температуры до ±2°C, что гарантирует стабильность свойств партии. Подобные стандарты контроля, внедренные такими предприятиями, как «Цзиньчжоу Гуанхэ», позволяют обеспечивать высокую надежность не только для традиционных ДВС, но и для новых энергетических систем, включая электромобили, где требования к термостабильности уплотнений еще выше.
- Контроль адгезии: Проверяется сила сцепления между металлическими слоями и уплотнительным материалом. Расслоение недопустимо.
- Тест на старение: Образцы подвергаются искусственному старению в термостатах для имитации длительного срока службы.
- Химическая стойкость: Тестирование в средах, имитирующих состав современного моторного масла и антифриза класса G12+/G13.
Именно на этом этапе формируется способность прокладки «работать» в паре с конкретным двигателем. Универсальных решений не существует: прокладка для атмосферного бензинового мотора и для турбодизеля большого объема требует принципиально разных подходов к покрытию и вулканизации.
Этап четвертый: Системы контроля качества и сертификация по GOST
В эпоху глобализации понятие «китайское качество» трансформировалось из ругательства в маркер доступности высоких технологий. Однако для выхода на российский рынок, особенно в сегмент коммерческого транспорта и спецтехники, одного внутреннего контроля недостаточно. Необходима строгая сертификация и соответствие национальным стандартам.
Процесс контроля качества на передовых китайских заводах выглядит как конвейер испытаний. Каждая партия проходит выборочное тестирование, а ключевые параметры проверяются на каждой единице продукции. Используются координатно-измерительные машины (КИМ), которые строят 3D-модель прокладки и сравнивают её с эталонным чертежом с точностью до микрона.
Особое место занимает тестирование на герметичность и термостойкость. Образцы помещаются в испытательные стенды, имитирующие работу двигателя под нагрузкой. Циклы нагрева и охлаждения повторяются тысячи раз, давление в цилиндрах пульсирует, имитируя реальные условия езды по трассе М-4 или в карьерах Сибири. Только прокладки, выдержавшие такие пытки без признаков утечки или деформации, допускаются к упаковке.
Сертификация в РФ: Для легальной продажи в России продукция должна иметь сертификат соответствия Техническим регламентам Таможенного союза (ЕАЭС). Китайские поставщики, ориентированные на долгосрочное сотрудничество, проходят аудит своих производств российскими экспертами и получают необходимые документы (ЕАС). Это гарантирует, что прокладка изготовлена из безопасных материалов и соответствует заявленным характеристикам.
Также важным аспектом является прослеживаемость. На каждой прокладке или упаковке наносится лазерная маркировка с номером партии и датой производства. Это позволяет в случае рекламации поднять всю историю производства: какое сырье использовалось, кто оператор станка, какие параметры были в печи вулканизации. Такая прозрачность повышает доверие российских закупщиков и логистических компаний. Компании с историей, такие как «Цзиньчжоу Гуанхэ», чья продукция представлена в более чем 30 регионах Китая и поставляется крупнейшим автопроизводителям, уже имеют отлаженные системы менеджмента качества, что значительно упрощает процедуру получения международных сертификатов для экспорта в РФ.
Чек-лист проверки качества при приемке
При получении партии прокладок в России рекомендуется проводить входной контроль по следующим пунктам:
- Визуальный осмотр на отсутствие трещин, расслоений и неравномерности нанесения покрытия.
- Проверка геометрии отверстий (должны совпадать с блоком без натяга).
- Наличие сертификата соответствия ЕАС и паспорта качества на русском языке.
- Проверка упаковки на целостность и наличие защитных покрытий (прокладки не должны слипаться).
- Выборочный замер толщины в контрольных точках (допуск обычно не более ±0,05 мм).
Этап пятый: Логистика, адаптация и постпродажная поддержка в России
Завершающий этап пути прокладки от китайского завода до российского двигателя — это логистика и интеграция в цепочки поставок. В текущих геополитических условиях этот этап стал не менее важным, чем само производство. Сбои в поставках могут парализовать работу автотранспортных предприятий, поэтому надежность канала доставки выходит на первый план.
Современная логистика из Китая в Россию осуществляется несколькими маршрутами: железнодорожные контейнерные перевозки через погранпереходы Забайкальск или Маньчжурия, автомобильные рейсы, а также морские пути через Владивосток или порты Азово-Черноморского бассейна. Для запчастей критически важна скорость и сохранность груза. Прокладки ГБЦ — товар чувствительный к условиям хранения: они не должны подвергаться воздействию влаги, прямых солнечных лучей или экстремальных перепадов температур в пути.
Китайские поставщики, работающие с Россией, адаптировали свои логистические процессы:
- Усиленная упаковка: Использование влагозащитных пакетов и жестких картонных коробок, выдерживающих перегрузку.
- Складская программа: Создание буферных складов на территории РФ (в Москве, Краснодаре, Новосибирске), что позволяет отгружать товар в течение 1-2 дней, а не ждать месяц из Китая.
- Таможенная очистка: Полное сопровождение документов для быстрого прохождения таможни без задержек.
Не менее важен аспект постпродажной поддержки. Российский рынок специфичен: здесь распространены двигатели, которые уже сняты с производства в Европе, но активно эксплуатируются в РФ. Китайские заводы гибко реагируют на запросы, возобновляя производство прокладок для старых моделей двигателей (например, для различных модификаций ЯМЗ, КАМАЗ или советских тракторов), которые в Европе давно считаются утилем. Кроме того, многие поставщики предлагают техническую консультацию: помогают подобрать аналог, если оригинальный номер детали неизвестен, или разъясняют нюансы установки. Опыт таких компаний, как «Цзиньчжоу Гуанхэ», которые десятилетиями обслуживают как производителей, так и ремонтные предприятия, показывает, что профессиональное сервисное сопровождение является таким же важным продуктом, как и сама деталь.
Практический совет для владельцев автопарков
При заказе прокладок из Китая обращайте внимание не только на цену, но и на наличие технической документации на русском языке. Отсутствие инструкции по моменту затяжки болтов и схеме последовательности затяжки может привести к браку при установке. Надежный поставщик всегда предоставляет эти данные вместе с товаром.
Заключение: Почему выбор в пользу качественных китайских компонентов становится стратегическим решением
Процесс создания прокладки под головку цилиндра в современном Китае — это сложный, многоэтапный технологический цикл, сочетающий в себе передовые материалы, высокоточное оборудование и строгий контроль качества. Фраза «Китай сделать прокладку под головку цилиндра» больше не ассоциируется с кустарщиной. Сегодня это обозначение доступного, надежного и технологичного продукта, способного конкурировать с мировыми брендами, а зачастую и превосходить их по соотношению цена/качество, особенно в нише коммерческого транспорта.
Для российского потребителя, будь то владелец частного грузовика или директор крупного логистического холдинга, выбор таких компонентов продиктован прагматизмом. В условиях ограниченного доступа к западным оригиналам и необходимости поддерживать парк техники в рабочем состоянии, китайские прокладки ГБЦ становятся безальтернативным решением. Главное — уметь отличать качественный заводской продукт от дешевого контрафакта, ориентируясь на наличие сертификатов, репутацию поставщика и соблюдение описанных выше пяти этапов производства. Выбор партнеров с богатой историей, таких как ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность», основанное в 1959 году и специализирующееся на широком спектре уплотнительных решений от классических ДВС до новейших электромобилей, дает дополнительную гарантию стабильности поставок и высокого уровня инженерной культуры.
Инвестиция в качественную прокладку — это инвестиция в бесперебойную работу двигателя, экономию на повторных ремонтах и безопасность на дороге. И в этом контексте современные китайские технологии доказали свою состоятельность на суровых российских просторах.
Часто задаваемые вопросы (FAQ)
- Вопрос: Можно ли использовать китайскую прокладку ГБЦ на двигателях европейских марок (Volvo, Scania, MAN)?
- Ответ: Да, можно, при условии, что прокладка изготовлена по технологии MLS (многослойная сталь) и имеет соответствующие допуски. Многие китайские заводы производят аналоги для популярных европейских двигателей, соблюдая оригинальные размеры и профили валиков. Важно проверять наличие сертификата соответствия и отзывы о конкретной партии.
- Вопрос: Требуется ли специальная подготовка поверхности блока при установке китайской прокладки?
- Ответ: Требования к подготовке поверхности универсальны для любых прокладок высокого качества. Плоскость блока и головки должна быть проверена на деформацию (допуск обычно не более 0,05 мм на длину), очищена от нагара и старой прокладки без использования абразивов, оставляющих царапины. Использование герметика допускается только в точках, указанных производителем (обычно места стыковки блоков), наносить его на всю поверхность современной прокладки не нужно.
- Вопрос: Как отличить качественную китайскую прокладку от подделки?
- Ответ: Обратите внимание на упаковку (качественная полиграфия, наличие штрих-кода и голограмм), маркировку на самой прокладке (четкий логотип, номер партии), равномерность нанесения покрытия и отсутствие запаха дешевой резины. Также требуйте у продавца сертификат ЕАС и паспорт качества.
- Вопрос: Каков средний срок службы прокладки ГБЦ китайского производства в российских условиях?
- Ответ: При правильной установке и использовании качественного продукта премиум-сегмента срок службы сопоставим с оригиналом и составляет от 300 000 до 600 000 км пробега для коммерческого транспорта, или до следующего капитального ремонта двигателя. Ресурс сильно зависит от соблюдения температурного режима двигателя и качества используемых технических жидкостей.
Источники информации и полезные ссылки
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) — информация о ГОСТ и Техрегламентах.
- Авторевю и профильные автомобильные издания — тесты компонентов и обзоры рынка запчастей.
- Хабр (раздел Авто) — технические дискуссии инженеров о материалах и технологиях ДВС.
- Дром — отзывы владельцев и опыт эксплуатации запчастей в регионах России.