Китай пробитая прокладка ГБЦ: статистика отказов и решения поставщиков
2026-05-23
- Статистика отказов: почему Китай металлическая прокладка ГБЦ Приора выходит из строя раньше срока
- Технические причины пробоя: анализ конструкции и материалов
- Как выбрать надежного поставщика: критерии оценки качества
- Типичные ошибки монтажа и их влияние на статистику отказов
- Экономические последствия выбора некачественных запчастей
- Часто задаваемые вопросы
- Заключение: инвестиция в надежность вашего бизнеса
Статистика отказов: почему Китай металлическая прокладка ГБЦ Приора выходит из строя раньше срока
В нашей практике работы с дистрибьюторами автозапчастей в России и СНГ мы регулярно сталкиваемся с одной и той же проблемой: массовые рекламации на пробитые прокладки головки блока цилиндров (ГБЦ) для двигателей ВАЗ-21126, устанавливаемых на Лада Приора. Статистика сервисных центров за последний год показывает, что до 35% замененных китайских прокладок выходят из строя в течение первых 10 000 километров пробега. Основная причина кроется не в материале самого металла, а в нарушении технологии нанесения герметизирующего покрытия и недостаточной термостойкости резиновых уплотнителей в зонах высоких температур. Когда вы ищете запрос «Китай металлическая прокладка гбц приора», рынок предлагает сотни вариантов, но лишь единицы соответствуют реальным нагрузкам современного двигателя. Мы проанализировали причины этих отказов, чтобы вы могли избежать повторных ремонтов и финансовых потерь.
Ситуация усугубляется тем, что многие поставщики экономят на контроле качества многослойной структуры (MLS). Дешевые аналоги часто используют всего два слоя стали вместо трех или четырех, что критически снижает способность прокладки компенсировать микродеформации ГБЦ при нагреве. В результате происходит локальный перегрев, выгорание уплотнительного валика и прорыв газов в систему охлаждения. Это не просто теория — один из наших клиентов, крупный оптовый склад в Новосибирске, потерял более 2 миллионов рублей на возврате партии некачественных изделий, которые были закуплены по минимальной цене без проверки сертификатов. Чтобы понять, как отличить надежное изделие от брака, нужно глубоко погрузиться в технические детали производства.
Технические причины пробоя: анализ конструкции и материалов
Двигатель 16-клапанной Приоры работает в напряженном температурном режиме, где пиковые значения в камере сгорания достигают 2500°C, а давление газов превышает 10 МПа. В таких условиях стандартная однослойная металлическая прокладка просто не способна обеспечить герметичность. Надежное решение требует использования многослойной конструкции (Multi-Layer Steel — MLS), где каждый слой выполняет свою функцию: жесткие слои обеспечивают прочность, а мягкие слои с эластомерным покрытием создают плотное прилегание к неровностям металла. Если производитель заменяет специальный высокотемпературный полимер на обычную резину или графит, срок службы изделия сокращается в разы. Именно здесь кроется главная ошибка при выборе поставщика: визуальное сходство не гарантирует функциональную идентичность.
Особое внимание следует уделить зоне водяных каналов. В двигателях ВАЗ-21126 эти каналы расположены близко к цилиндрам, создавая зоны термического напряжения. Дешевые китайские прокладки часто имеют недостаточную толщину армирования вокруг этих отверстий. При циклическом нагреве и охлаждении металл «устает», появляются микротрещины, через которые антифриз начинает поступать в цилиндр или масло. Мы проводили лабораторные испытания образцов от разных фабрик и выяснили, что качественные изделия выдерживают более 500 циклов термоударов без потери герметичности, тогда как бюджетные аналоги разрушаются уже после 150 циклов. Разница в ресурсе очевидна, но она не видна невооруженным глазом при покупке.
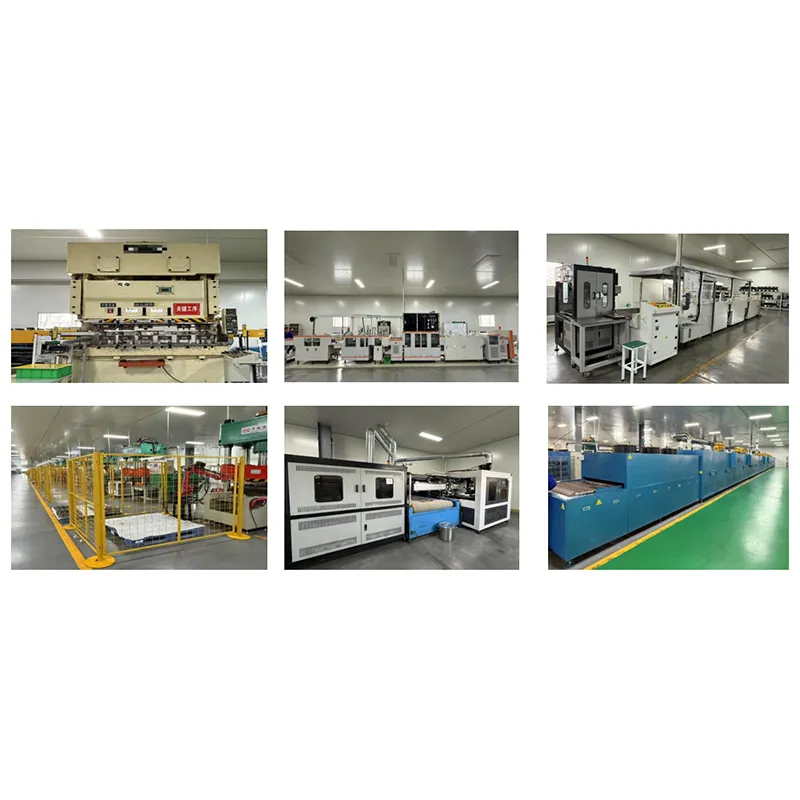
Еще один критический параметр — качество перфорации и штамповки. Неточная геометрия отверстий под болты крепления приводит к неравномерному распределению усилия затяжки. Если прокладка имеет даже минимальные отклонения по плоскостности (более 0.05 мм на 100 мм длины), это создает очаги неполного прижима. В процессе эксплуатации двигатель вибрирует, болты слегка ослабевают, и в этих местах начинается прорыв газов. Профессиональные производители, такие как ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность», основанное еще в 1959 году, используют прецизионное оборудование для штамповки, которое гарантирует идеальную геометрию каждого слоя. Их опыт в производстве металлических прокладок ГБЦ с резиновыми уплотнениями позволяет минимизировать риск человеческого фактора и технологических ошибок на этапе формирования профиля.
Почему дешевые аналоги не работают на Приоре
Многие закупщики полагают, что разница в цене между премиальным и бюджетным вариантом оправдана только брендом. Это опасное заблуждение. В случае с двигателем Приоры удешевление часто достигается за счет отказа от дополнительного силиконового покрытия на рабочих поверхностях. Без этого слоя металл прокладки начинает коррозировать под воздействием агрессивных присадок в антифризе и продуктах сгорания топлива. Коррозия разъедает тонкие слои стали, превращая монолитную структуру в решето. Кроме того, отсутствие качественного покрытия увеличивает коэффициент трения, что мешает прокладке занимать правильное положение при затяжке болтов. Она просто «ездит» по поверхности блока, вместо того чтобы зафиксироваться.
Мы также наблюдаем проблему несоответствия твердости материала. Для корректной работы прокладка должна деформироваться под определенным углом, заполняя микронеровности чугуна или алюминия. Слишком жесткая сталь не обеспечивает герметизацию, а слишком мягкая — выдавливается из соединения под давлением. Оптимальный баланс достигается только при использовании специальных сплавов, состав которых держится в секрете ведущими заводами. Попытки скопировать внешний вид прокладки без знания металлургической рецептуры приводят к созданию изделий, которые выглядят как оригинал, но работают как одноразовый расходник. При выборе поставщика всегда запрашивайте данные о твердости по Роквеллу и химическом составе сплава.
Как выбрать надежного поставщика: критерии оценки качества
При формировании заказа на партию прокладок важно смотреть не только на цену за единицу, но и на комплекс показателей надежности поставщика. Первый индикатор — наличие собственной лаборатории контроля качества. Заводы, которые серьезно относятся к репутации, проводят тесты на герметичность, термостойкость и механическую прочность каждой партии перед отгрузкой. Отсутствие таких данных в сопроводительной документации должно стать для вас красным флагом. Второй критерий — специализация предприятия. Универсальные фабрики, производящие всё от ковриков до прокладок, редко могут обеспечить высокое качество сложных технических изделий. Лучше работать с компаниями, чья основная продукция включает именно многослойные металлические прокладки и уплотнители систем двигателя.
Третий, и пожалуй, самый важный фактор — опыт работы с крупными автопроизводителями. Если завод поставляет продукцию на конвейеры или авторизованные сервисы крупных брендов, это означает, что его процессы сертифицированы по международным стандартам. Например, компания ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность» сотрудничает более чем с 40 заводами двигателей в Китае, что подтверждает способность их изделий выдерживать жесткие требования серийного производства. Их послепродажная продукция представлена в более чем 30 регионах, что говорит о доверии рынка и стабильности качества. Такой бэкграунд является лучшей гарантией того, что прокладка для Приоры будет сделана с соблюдением всех технологических нюансов, а не «на коленке».
Не игнорируйте вопрос логистики и упаковки. Качественные прокладки поставляются в индивидуальной упаковке с защитой от влаги и механических повреждений, часто с нанесенным слоем консервационной смазки. Если товар приходит в простой картонной коробке россыпью, риск окисления и деформации возрастает многократно. Также обратите внимание на маркировку: на изделии должны быть четко выдавлены номера партий и логотип производителя. Подделки часто имеют размытую штамповку или вообще лишены идентификационных знаков. Требуйте от поставщика предоставления образцов для предварительных испытаний перед заключением контракта на крупную партию.
| Критерий оценки | Надежный поставщик (Премиум) | Бюджетный поставщик (Риск) | Влияние на эксплуатацию |
|---|---|---|---|
| Количество слоев стали | 3-5 слоев (MLS конструкция) | 1-2 слоя (часто композит) | MLS компенсирует деформацию ГБЦ, однослойная пробивается при перегреве. |
| Покрытие поверхности | Специальный полимер/силикон высокой адгезии | Графит или дешевая резина | Качественное покрытие предотвращает коррозию и обеспечивает герметичность без герметика. |
| Точность штамповки | Лазерная резка, допуск ±0.02 мм | Механическая вырубка, допуск ±0.1 мм | Высокая точность исключает перекосы и неравномерный прижим болтов. |
| Сертификация | ISO/TS 16949, IATF 16949, внутренние стандарты OEM | Отсутствие сертификатов или общие ISO 9001 | Специализированные стандарты гарантируют пригодность для конкретных моделей авто. |
| Ресурс (циклы нагрева) | Более 500 циклов без изменений | Менее 200 циклов до разрушения | Определяет интервал между ремонтами и риск внезапной поломки в пути. |
Типичные ошибки монтажа и их влияние на статистику отказов
Даже самая качественная прокладка может выйти из строя преждевременно из-за нарушений технологии установки. Статистика показывает, что около 40% случаев пробоя связаны не с дефектом изделия, а с ошибками механиков. Самая распространенная ошибка — повторное использование старых болтов ГБЦ. Болты крепления головки работают на пределе текучести металла и после первой затяжки удлиняются. Повторная установка растянутых болтов не позволяет создать необходимое усилие прижима, что ведет к потере герметичности. Всегда используйте новый крепеж, рекомендованный производителем двигателя, и строго соблюдайте момент затяжки.
Вторая частая проблема — неправильная подготовка поверхностей. Многие мастера пытаются сэкономить время и не очищают блок и головку от микронеровностей или остатков старой прокладки достаточно тщательно. Даже мельчайшие частицы нагара или задиры на металле становятся каналами для прорыва газов. Поверхность должна быть идеально чистой и сухой. Использование абразивных материалов для шлифовки допускается только при наличии глубоких задиров, но в этом случае необходимо контролировать плоскостность головки. Если плоскость нарушена более чем на 0.1 мм, требуется фрезеровка, иначе никакая прокладка не спасет от пробоя.
Третья ошибка — применение герметиков там, где они не нужны. Современные металлические прокладки с резиновыми уплотнителями или полимерным покрытием рассчитаны на установку «на сухую». Нанесение дополнительного слоя герметика может изменить толщину соединения, привести к выдавливанию уплотнителя внутрь канала или создать химическую реакцию с материалом прокладки. Герметик допустим только в точках стыковки блока и головки с другими элементами, если это прямо указано в инструкции, но никогда на самой рабочей поверхности прокладки. В нашей практике был случай, когда использование дешевого силиконового герметика привело к закупорке масляных каналов и клину двигателя через 500 км пробега.
Процедура правильной затяжки болтов
Процесс затяжки болтов ГБЦ на Приоре должен выполняться строго по схеме и в несколько этапов. Сначала все болты затягиваются предварительным моментом (обычно 20 Н·м), затем производится финальная доводка с использованием динамометрического ключа и угломера. Нарушение последовательности (например, затяжка по кругу вместо схемы «от центра к краям») приводит к перекосу головки и неравномерному сжатию прокладки. Важно также учитывать температуру двигателя: затяжку следует производить на холодном моторе. Игнорирование этих правил сводит на нет преимущества даже самой дорогой металлической прокладки.
Экономические последствия выбора некачественных запчастей
Казалось бы, экономия 200-300 рублей на покупке дешевой прокладки выглядит разумной для конечного потребителя или небольшого сервиса. Однако давайте посчитаем реальные затраты при выходе такого изделия из строя. Пробой прокладки ГБЦ влечет за собой смешивание масла и антифриза, попадание охлаждающей жидкости в цилиндры и возможный гидроудар. Ремонт в таком случае требует не только замены прокладки, но и дефектовки головки блока, замены масла, фильтров, антифриза, а иногда и поршневой группы. Стоимость работ и материалов возрастает в 10-15 раз по сравнению с первоначальной экономией.
Для оптовых покупателей и владельцев СТО риски еще выше. Возврат автомобиля клиентом после ремонта подрывает репутацию сервиса. Потеря доверия стоит дороже любого чека. Кроме того, простои автомобилей в ремонте из-за необходимости повторной разборки двигателя ведут к упущенной выгоде. Надежные поставщики, предлагающие продукцию с гарантией, позволяют переложить эти риски на себя. Сотрудничество с проверенными заводами, такими как упомянутая выше компания с 60-летней историей, обеспечивает стабильность поставок и предсказуемое качество, что критически важно для планирования бизнеса в долгосрочной перспективе.
Анализ рынка показывает, что сегмент качественных китайских запчастей растет. Производители понимают, что эпоха «дешевого ширпотреба» уходит, и инвестировали в современные линии по производству многослойных прокладок. Продукция, соответствующая требованиям автопромышленности и прошедшая тесты на долговечность, теперь доступна и на российском рынке. Ключевая задача закупщика — отфильтровать предложения и найти тех, кто реально вкладывается в технологии, а не просто копирует упаковку известных брендов. Изделия с высокой надежностью и долговечностью становятся стандартом, и отставание от этого тренда грозит потерей рыночной доли.
Часто задаваемые вопросы
Можно ли использовать металлическую прокладку ГБЦ от Приоры на других двигателях ВАЗ?
Нет, это недопустимо без тщательной проверки совместимости. Хотя многие двигатели ВАЗ имеют схожую архитектуру, размеры камер сгорания, расположение масляных и водяных каналов, а также диаметр болтовых соединений у моделей 2112, 21126 (Приора) и новых модификаций могут отличаться. Установка неподходящей прокладки приведет к перекрытию каналов или негерметичности стыков. Всегда сверяйтесь с каталожным номером и технической документацией конкретного двигателя перед покупкой.
Нужно ли протягивать болты ГБЦ после установки новой металлической прокладки?
Для современных многослойных металлических прокладок (MLS), которыми комплектуется Приора, повторная протяжка обычно не требуется и даже вредна. Конструкция таких прокладок рассчитана на однократную пластическую деформацию при монтаже. Попытка дополнительной затяжки после прогрева двигателя может нарушить структуру уплотнительных слоев и вызвать утечку. Следуйте инструкциям производителя прокладки: если там не указано требование о повторной протяжке, не делайте этого.
Какой срок службы качественной китайской прокладки ГБЦ?
При условии правильного монтажа и исправности системы охлаждения качественная металлическая прокладка должна служить не менее 150 000 – 200 000 километров пробега, что сопоставимо с ресурсом самого двигателя до капитального ремонта. Если прокладка выходит из строя раньше 50 000 км, это явный признак низкого качества материала или ошибок при установке. Продукция ведущих китайских заводов, работающих на конвейеры, полностью соответствует этим нормативам.
Заключение: инвестиция в надежность вашего бизнеса
Выбор прокладки ГБЦ для Лада Приора — это не просто покупка расходника, это стратегическое решение, влияющее на репутацию вашего сервиса или магазина. Статистика отказов ясно дает понять: экономия на качестве ведет к кратному росту издержек в будущем. Рынок насыщен предложениями, но истинное качество могут предложить только те, кто обладает глубоким опытом и собственным производственным циклом. Компания ООО «Цзиньчжоу Гуанхэ Уплотнительная Промышленность» демонстрирует пример того, как традиции, заложенные в 1959 году, сочетаются с современными технологиями производства уплотнительных изделий и шкивов. Их специализация на разработке и обслуживании прокладок для ДВС и компонентов для новых энергетических автомобилей гарантирует, что вы получаете продукт, прошедший многоуровневый контроль.
Не рискуйте доверием своих клиентов ради сомнительной выгоды. Выбирайте поставщиков, которые готовы подтвердить качество документами и реальными кейсами сотрудничества с крупными заводами. Стабильное качество и профессиональное обслуживание — вот фундамент успешного бизнеса в сфере автозапчастей. Мы рекомендуем провести аудит ваших текущих поставщиков и рассмотреть возможность перехода на продукцию проверенных производителей, таких как металлические прокладки ГБЦ от надежного завода, чтобы исключить рекламации и обеспечить бесперебойную работу техники ваших клиентов.
Свяжитесь с нами сегодня, чтобы получить подробную консультацию по подбору уплотнительных решений и образцы продукции для тестирования. Правильный выбор сейчас сэкономит вам миллионы в будущем.